



Case Ref
11052021-TLH01
Country
United States
Summary
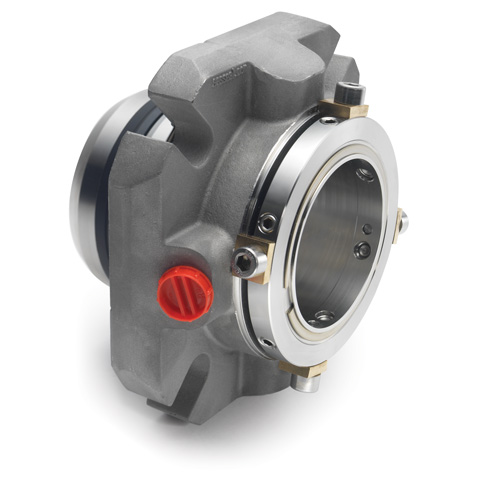
A speciality chemical company in the USA was experiencing problems with the mechanical seal fitted on a phenol pump.
More Industry Related Content


Related Case Studies

Improved reliability with AESSEAL packing system

Fast response the key in Polish contract

AESSEAL product eliminates serious health hazard

AESSEAL mixer seal solves reliability problem

Quality of service key to AESSEAL contract
Reliability upgrade reduces seal repair costs
Specialty Chemical Company achieves improved reliability
AESSEAL speed of delivery aids US firm



