


Recommended Products in this Industry









The chemical industry demands robust seals that will withstand abrasive and corrosive liquids, high temperatures and arduous environments, while complying with exacting environmental standards.
AESSEAL’s continuous pursuit of engineering excellence has enabled it to develop innovative sealing solutions across the industry.
At the heart of this lies our unique modular technology, which means we can deliver against the most challenging lead times – vital when every hour of downtime damages profits.
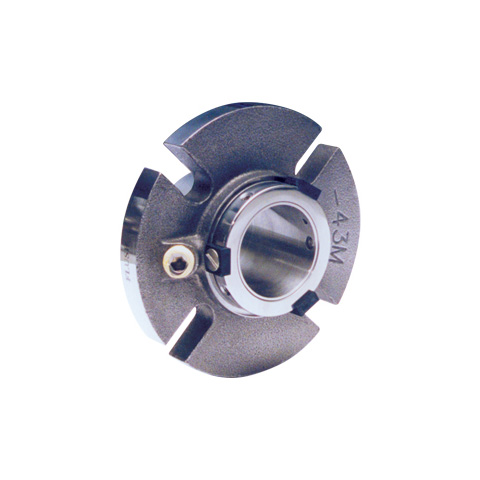
Reliability is crucial when dealing with toxic and flammable materials, and our expansive and modular range of compact SCMS™ mixer seals means we can work effectively in restricted spaces, installing products which minimise risk.
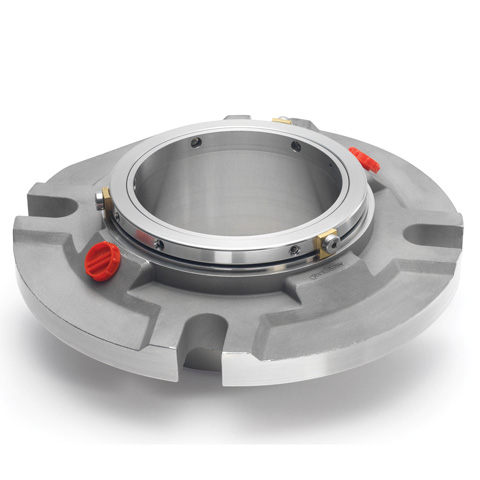
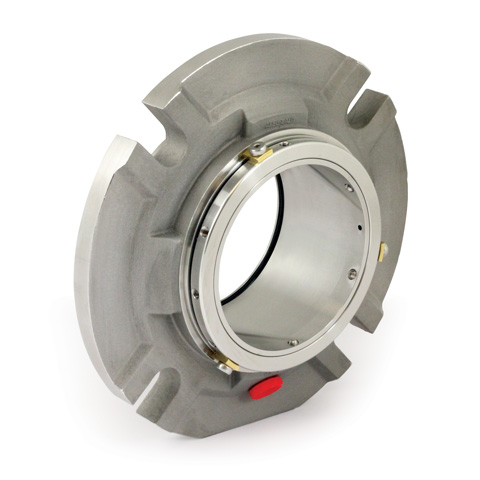
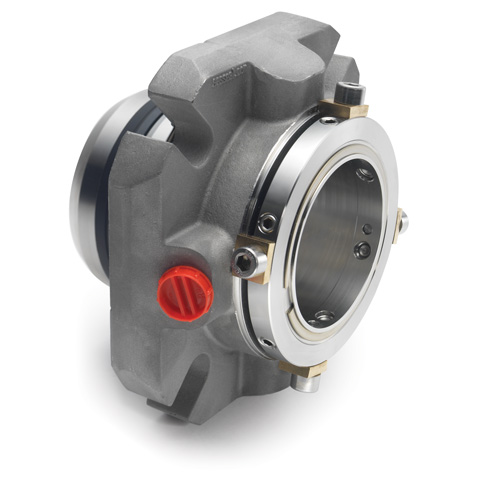
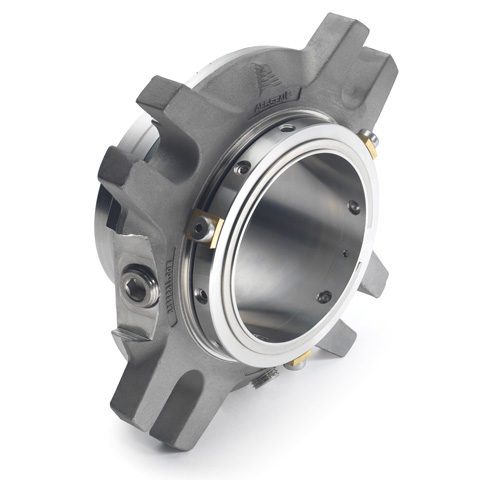
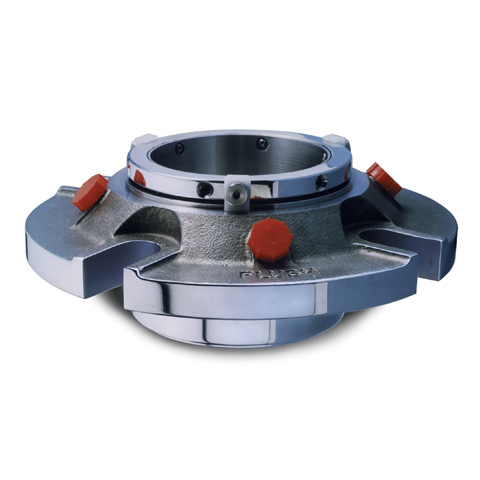
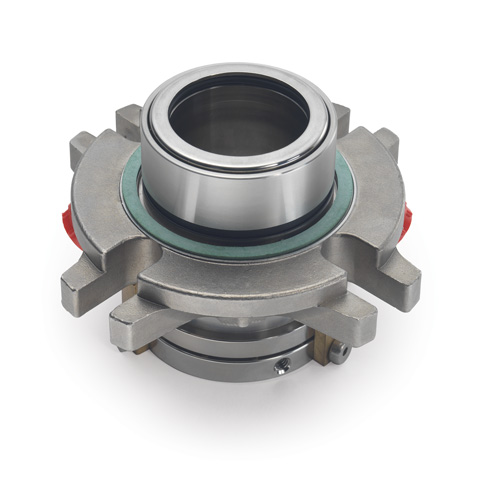
We believe that the DMSF™ is the most technologically advanced mechanical seal in its class, with world-leading barrier fluid pumping and face cooling, while our exotic alloy range is ideal for applications which require a single seal with process fluid finish. The double stationary seal with pumping scroll prolongs seal life through effective face cooling and reduced heat generation, and our robust CFFC™ is designed for use on difficult applications, including oil pipeline pumping, water injection and boiler feed duties.
Our complete cost-efficient product range for sealing pumps, mixers, agitators, compressors and reactors was developed after extensive testing in harsh environments, while our commitment to sustainability eases concerns over environmental regulations.

Get access to the industry brochures
Industry Solutions
Fertilizers
Hazardous liquids mean mechanical seal technology must be capable of eliminating the leakage of environmentally-damaging greenhouse gases, reducing downtime and decreasing the need for maintenance.
Fertilizers are typically composed of nitrogen, phosphorus and potassium compounds, and contain trace elements that improve plant growth. Years of stringent testing has enabled AESSEAL to develop the products to support each stage of the manufacturing process, dealing with highly corrosive materials.
Importantly for our customers, our methods are also proven to deliver a reduction in maintenance and treatment costs.
Bulk Chemical
Process reliability is paramount within bulk chemical production, where the element of risk is high.
Chemical containment is also vitally important as the consequences of the leakage of hazardous, corrosive, or abrasive fluids can be extremely serious.
The right product must be installed to ensure safety and reliability, and to avoid costly penalties for breaching environmental regulations.
The specialised seal support technologies developed by AESSEAL can overcome all those challenges.
Chemical Related Case Studies
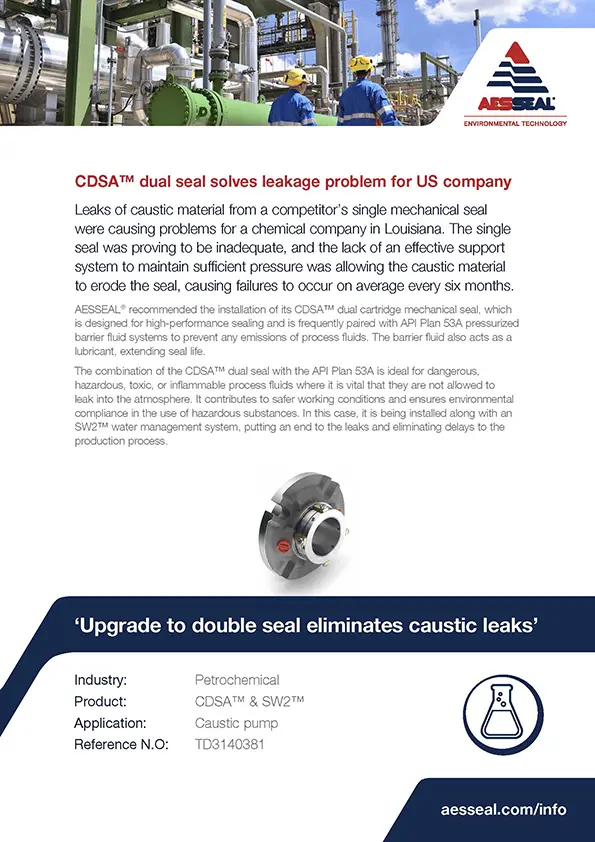
CDSA™ dual seal solves leakage problem for US company
AESSEAL speed of delivery aids US firm
CKD™ saves thousands a year at Spanish chemical plant
FDGS improves safety and reliability at Spanish company

CAPI™ boosts reliability at South African plant
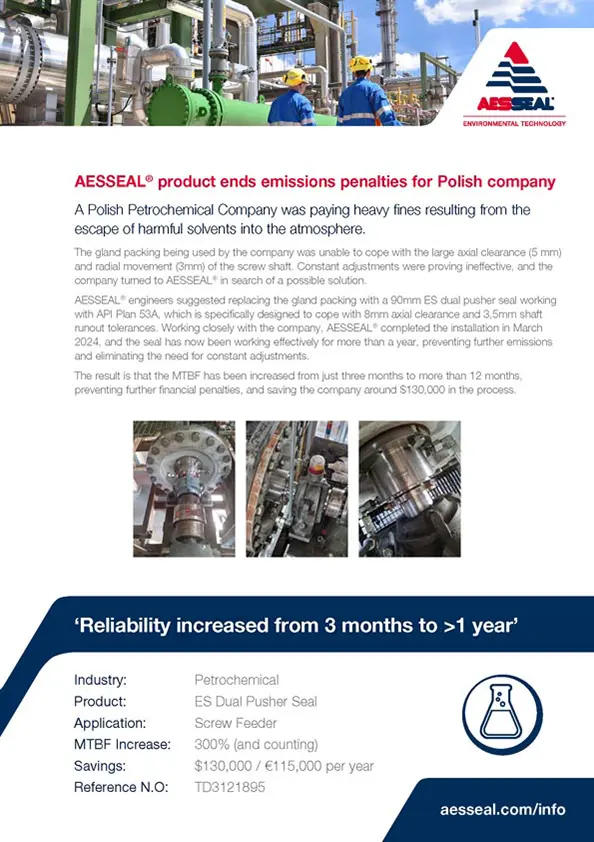
AESSEAL product ends emissions penalties for Polish company
Improved reliability with AESSEAL packing system
LabTecta puts a stop to eight-year oil leaks
Chemical Related Whitepapers
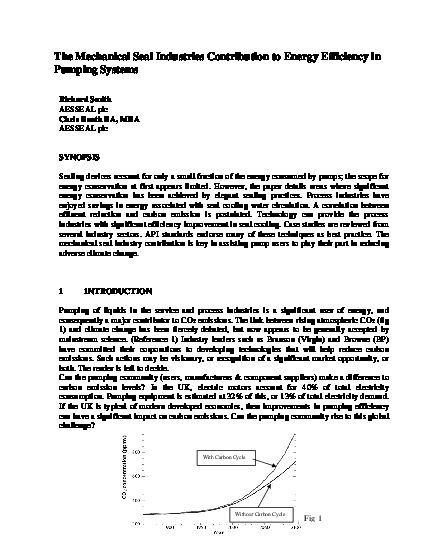
Contribution to Energy Efficiency



