


Featured Case Studies
The case studies below showcase the very best of commitment to excellence at AESSEAL across our three core pillars:
- Exceptional Customer Service – putting customers first, every time.
- Advanced Technology – delivering innovation that drives results.
- Sustainable Solutions – engineering a better future for people and our planet.
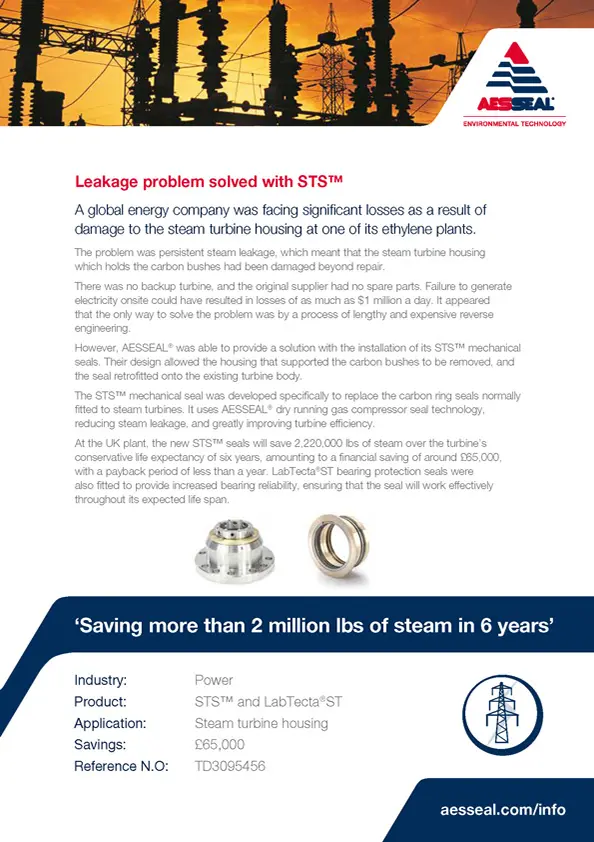
Leakage problem solved with STS & ST

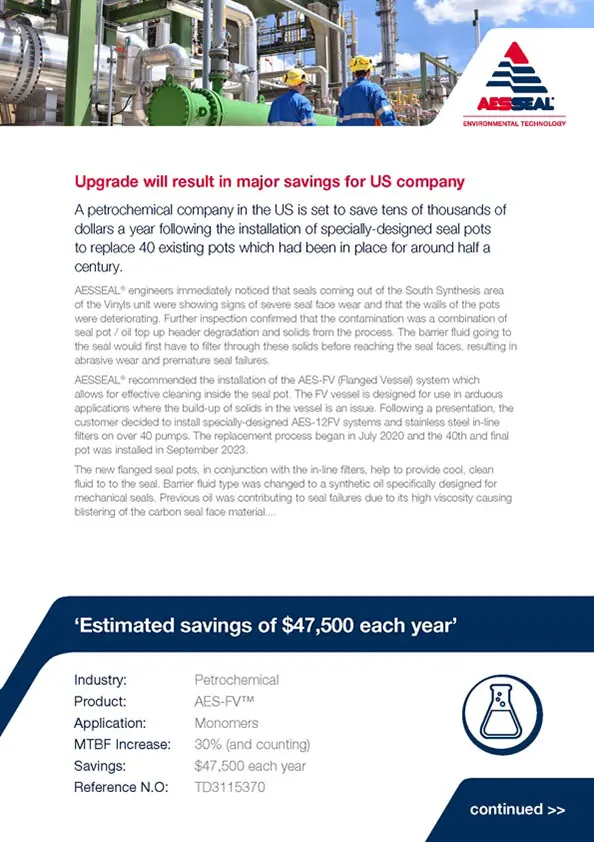
Upgrade will result in major savings for US company


DMSF seal the answer at South African plant

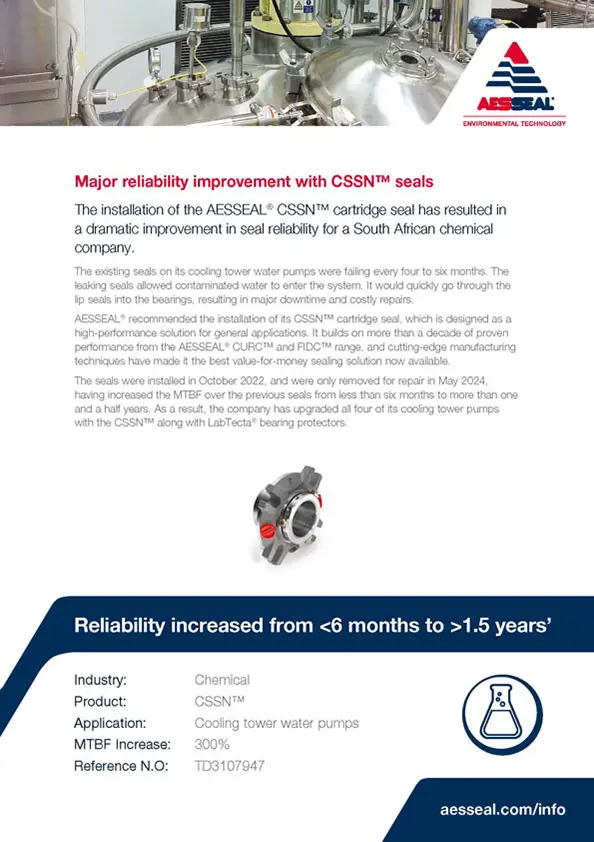
Major reliability improvement with CSSN seals
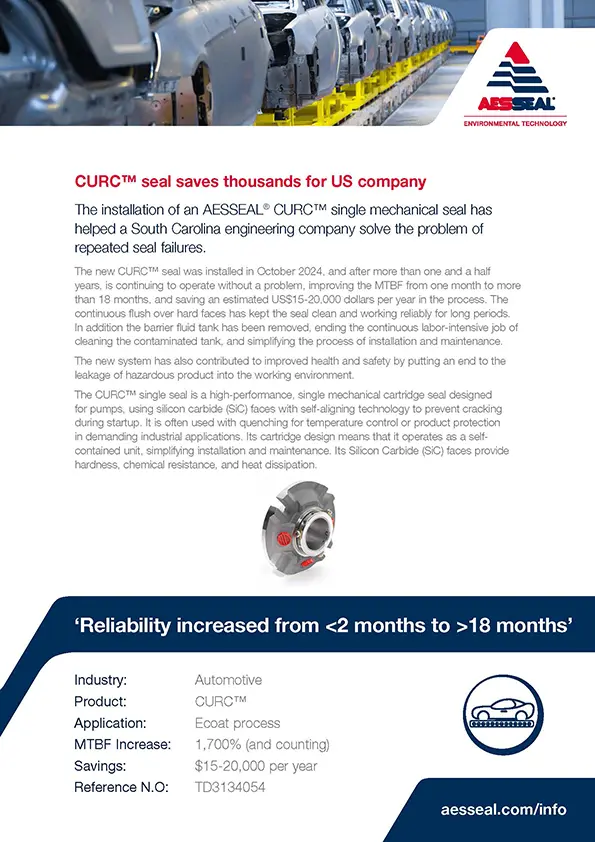
CURC seal saves thousands for US company
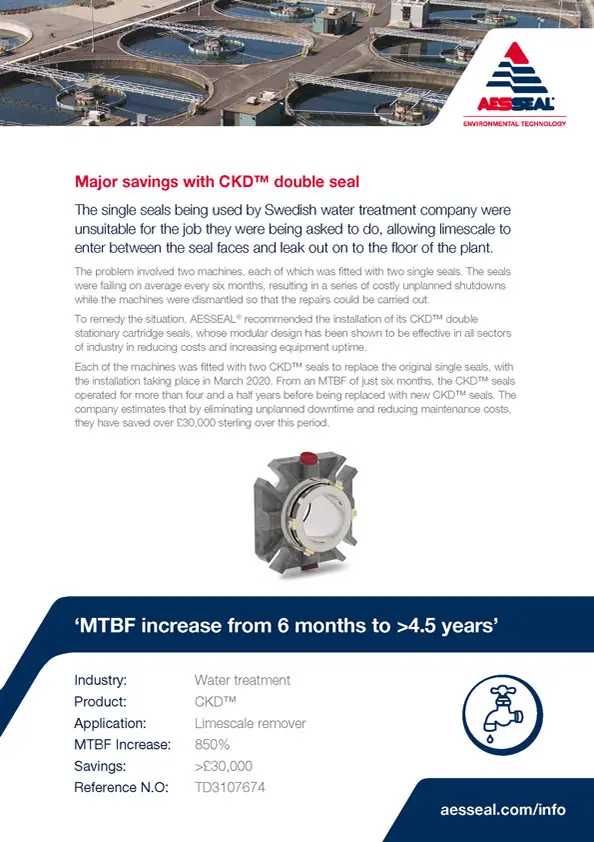
Major savings with CKD double seal


Staying cool in Cardiff
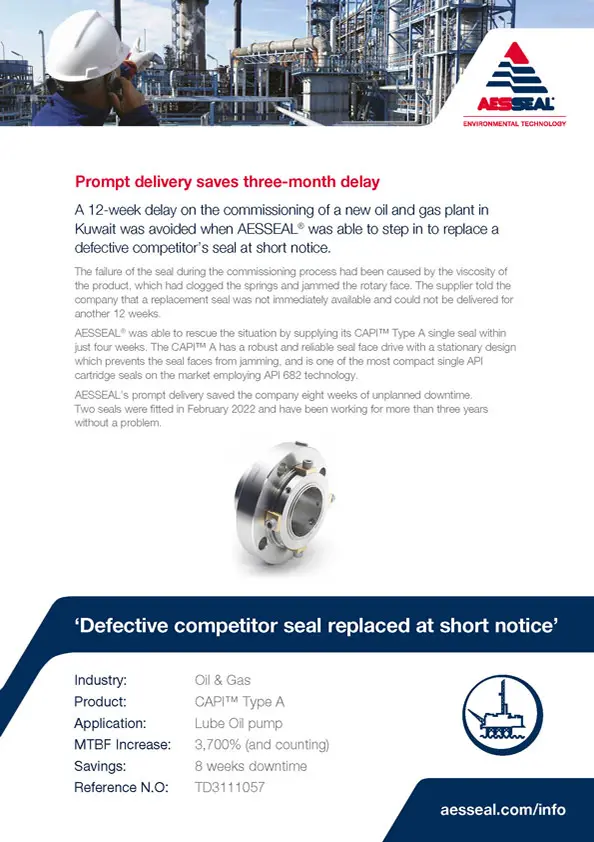
Prompt delivery saves three-month delay

Rapid response saves the day for UK company
New approach for slurry pumps reduces water usage by 95%

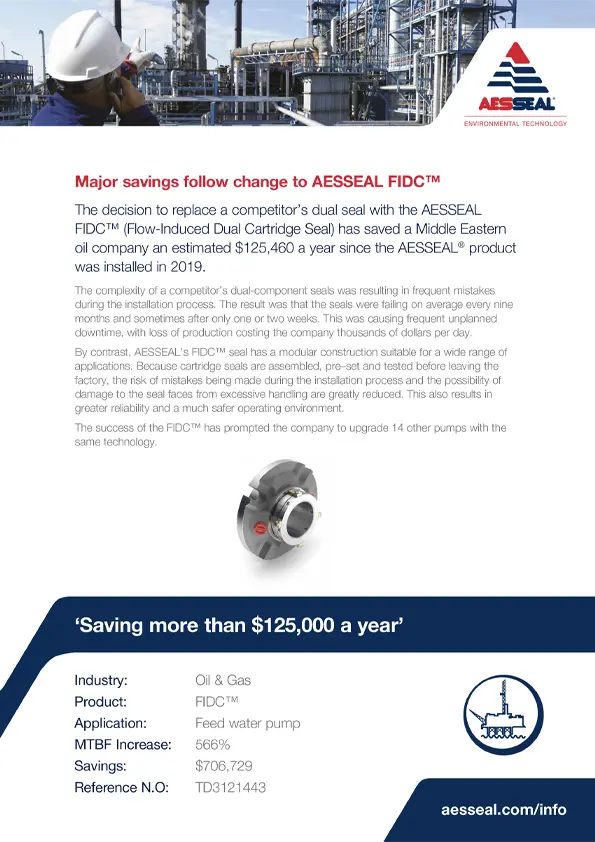
Major savings follow change to AESSEAL FIDC™

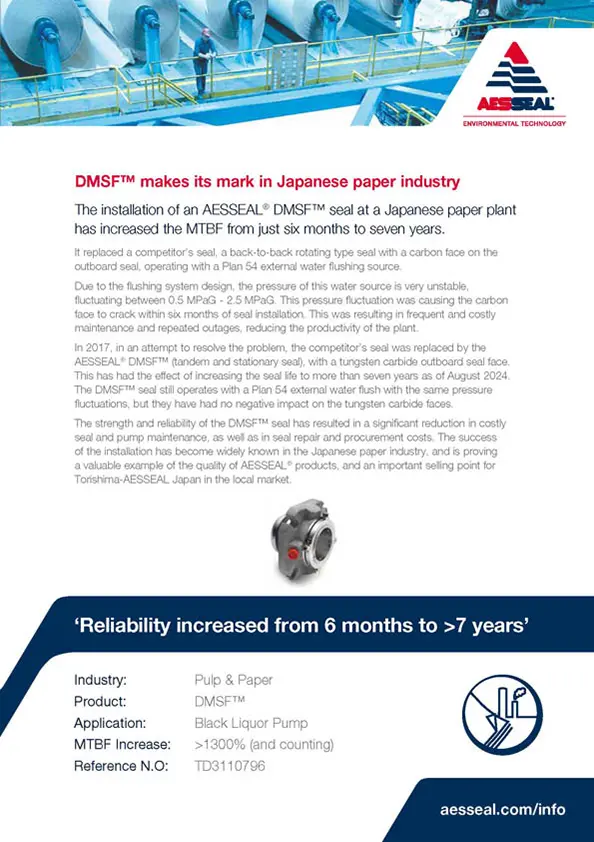
DMSF makes its mark in Japanese paper industry

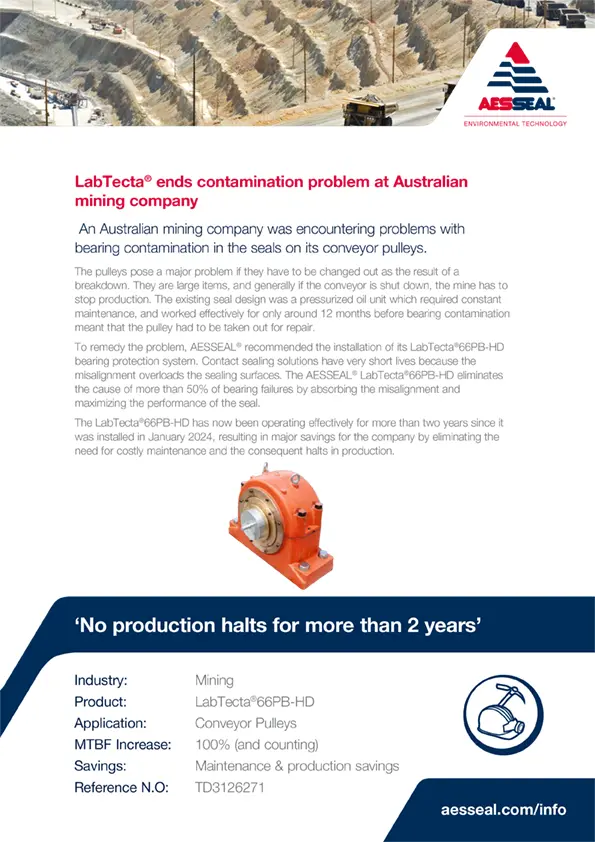
LabTecta ends contamination problem at Australian mining company

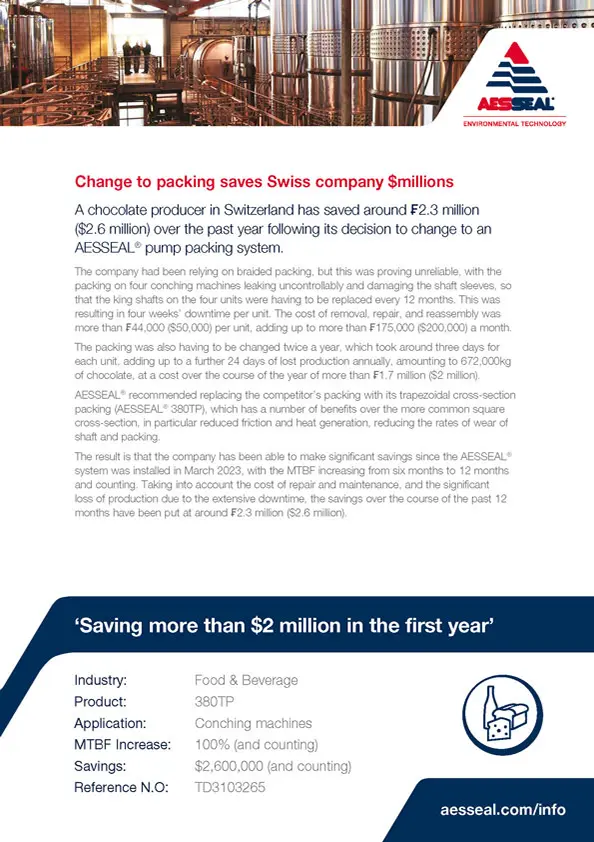
Change to packing saves Swiss company $millions

A chocolate producer in Switzerland has saved around ₣2.3 million ($2.6 million) over the past year following its decision to change to an AESSEAL pump packing system.

Full steam ahead for refinery after change to STS seals
CFFC™ solves reliability problem on North Sea oil platform
AESSEAL solves reliability problem for US paper company
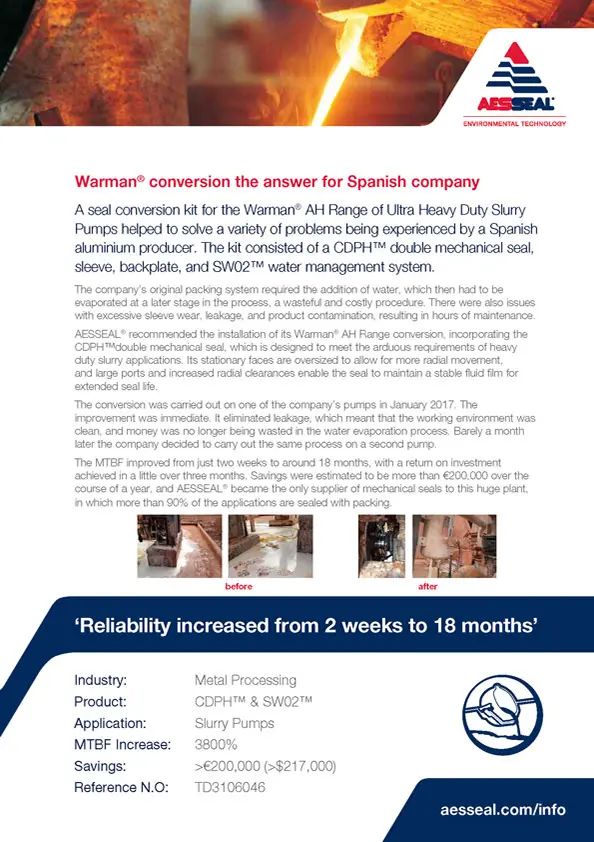
Warman conversion the answer for Spanish company

A seal conversion kit for the Warman® AH Range of Ultra Heavy Duty Slurry Pumps helped to solve a variety of problems being experienced by a Spanish aluminium producer.
Major savings follow installation of AESSEAL product

A petrochemical company based in the Middle East was having problems with persistent and costly seal failures.

LabTecta saves €360,000 for Spanish company each year
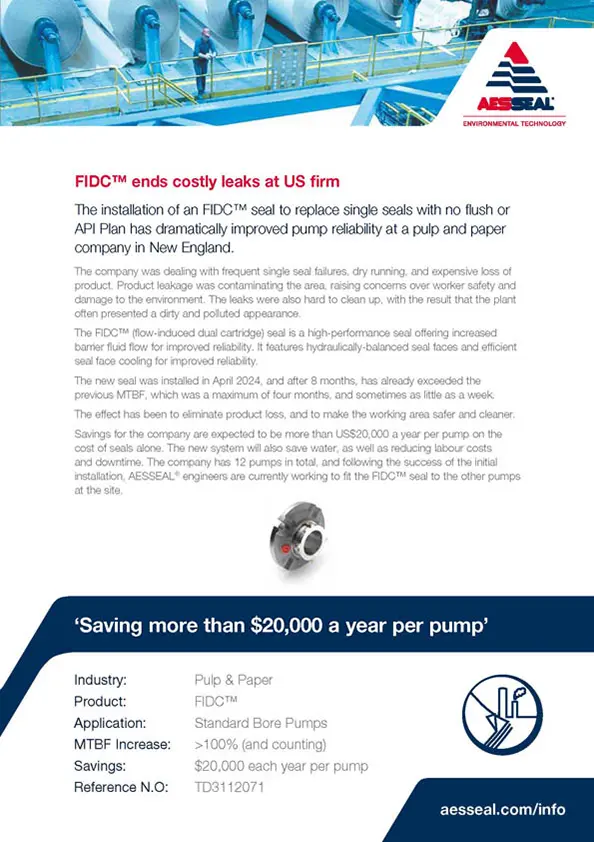
FIDC ends costly leaks at US firm
CDPH & EasyClean boosts MTBF from four months to seven years

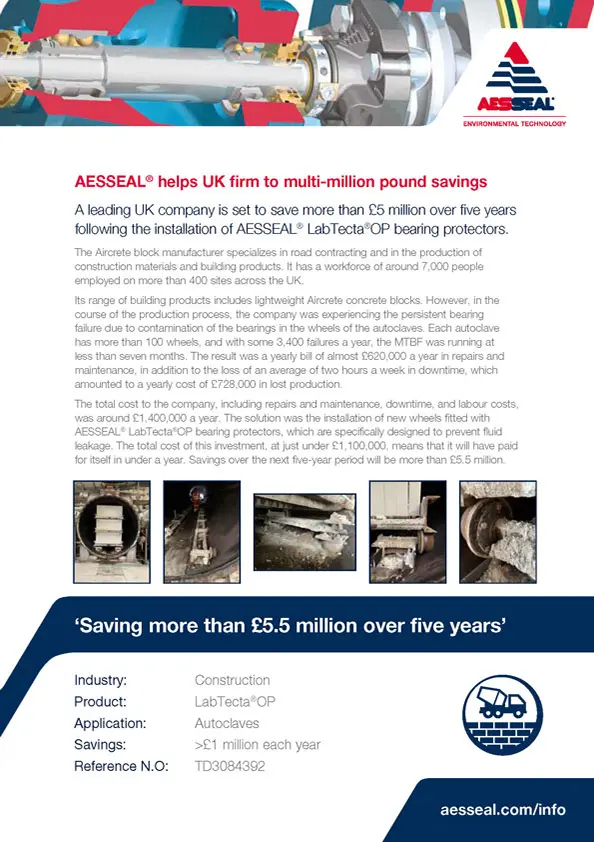
AESSEAL helps UK firm to multi-million pound savings
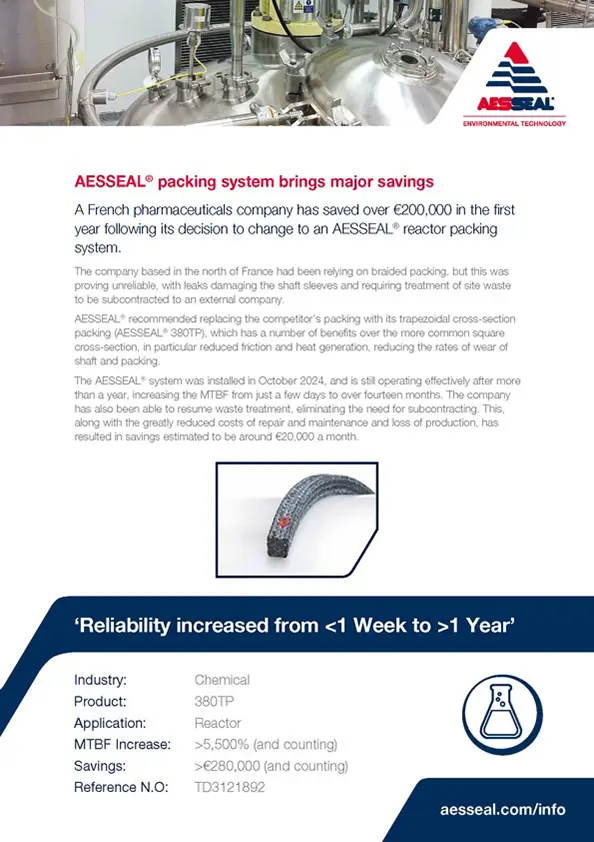
AESSEAL packing system brings major savings

A French pharmaceuticals company has saved over €200,000 in the first year following its decision to change to an AESSEAL reactor packing system.
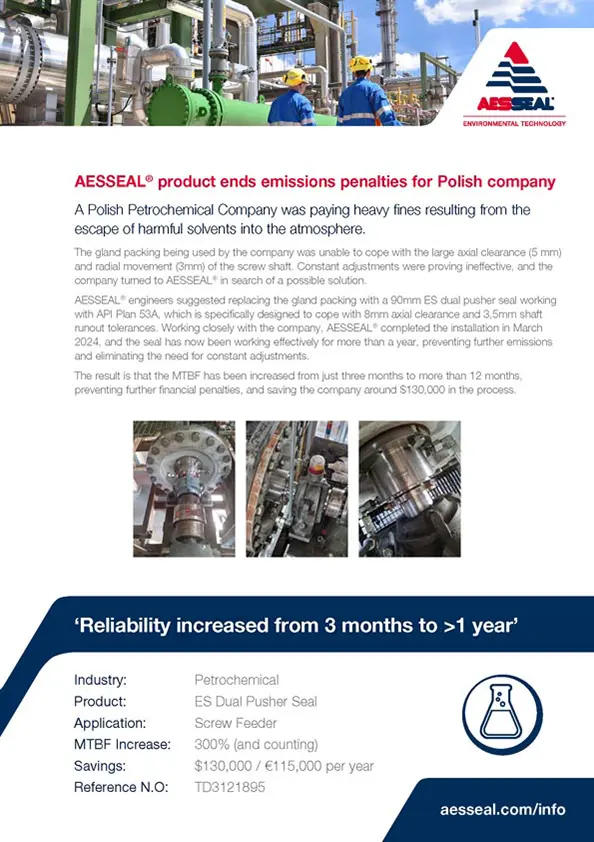
AESSEAL product ends emissions penalties for Polish company

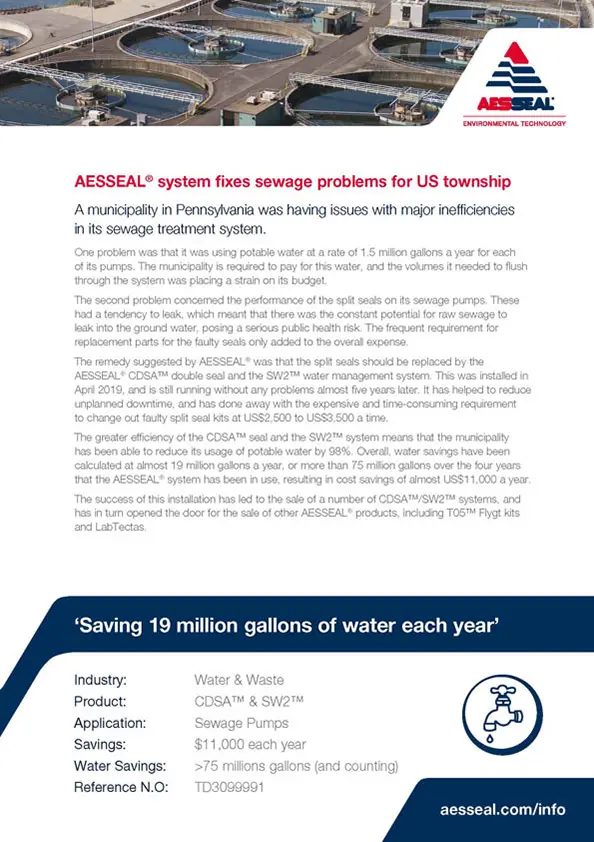
AESSEAL system fixes sewage problems for US township
A municipality in Pennsylvania was having issues with major inefficiencies in its sewage treatment system.
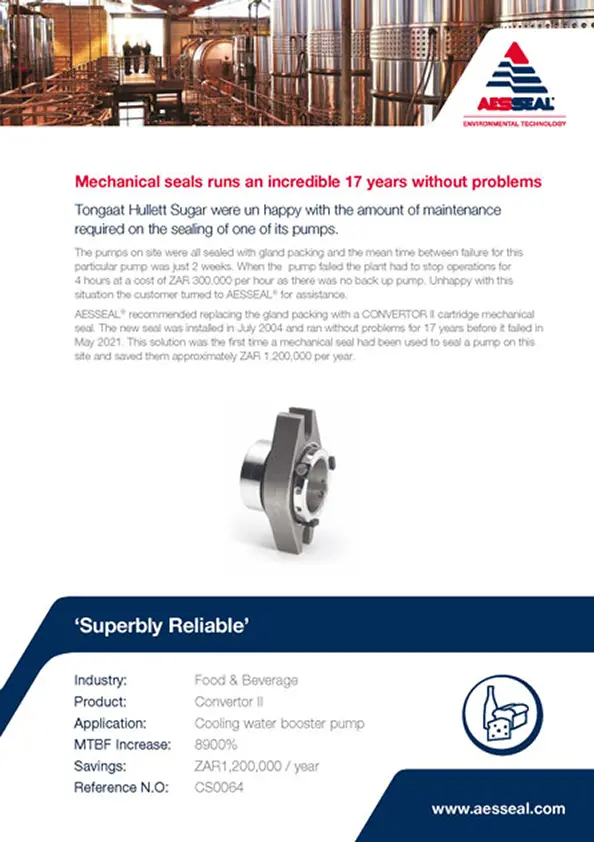
Mechanical seals runs an incredible 17 years without problems

LabTecta IAP solves ash dust problem
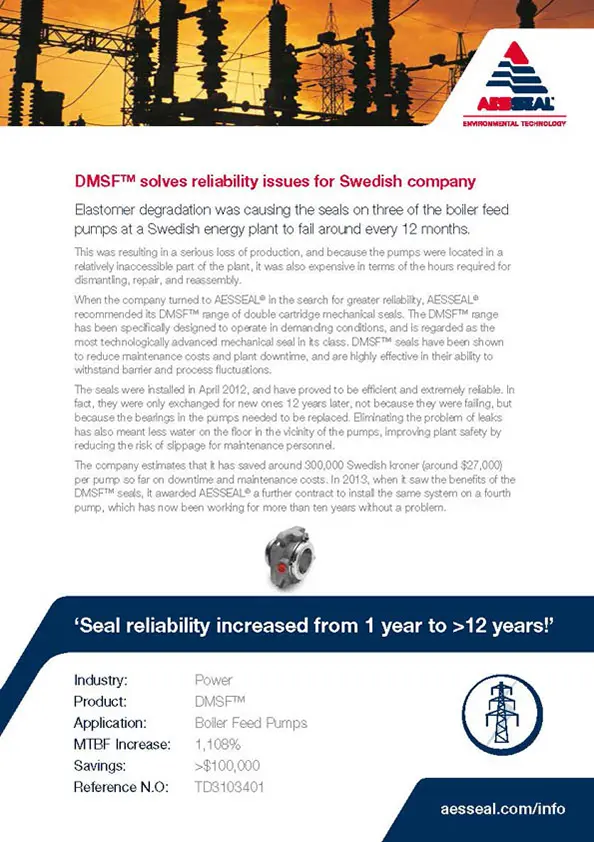
DMSF solves reliability issues for Swedish company
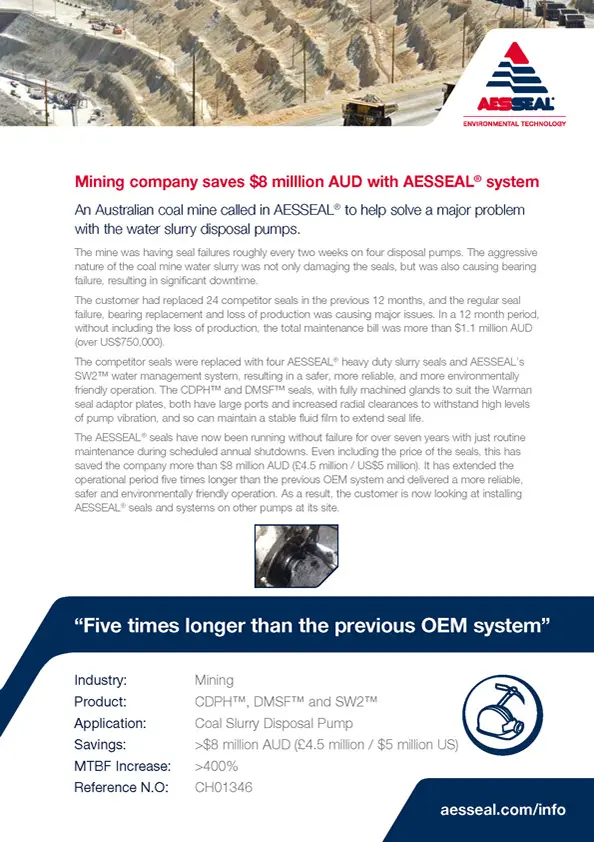
Mining company saves $8 million AUD with AESSEAL system
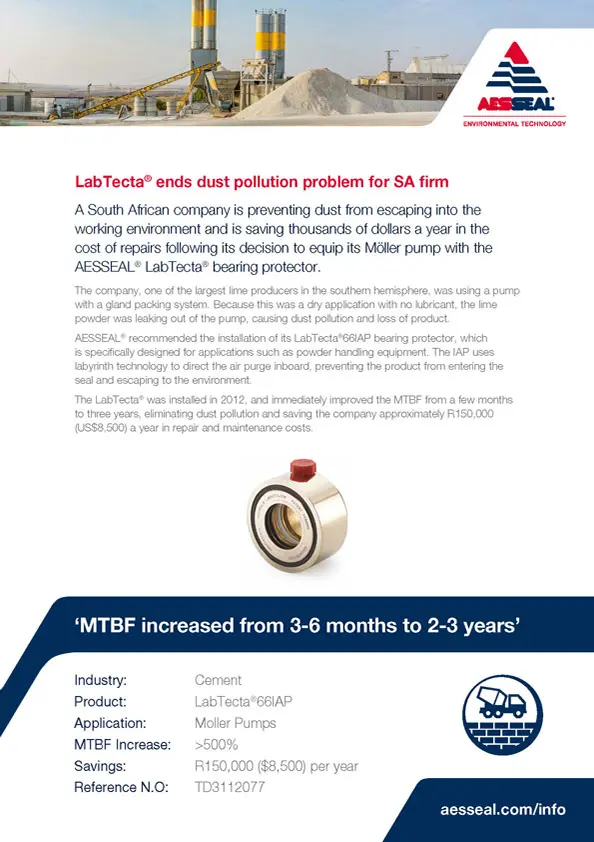
LabTecta ends dust pollution problem for SA firm
Preventing dust from escaping into the working environment and is saving thousands of dollars a year

Seal upgrades save over US $3.4million in seven years


Annual savings of over $2.6 million
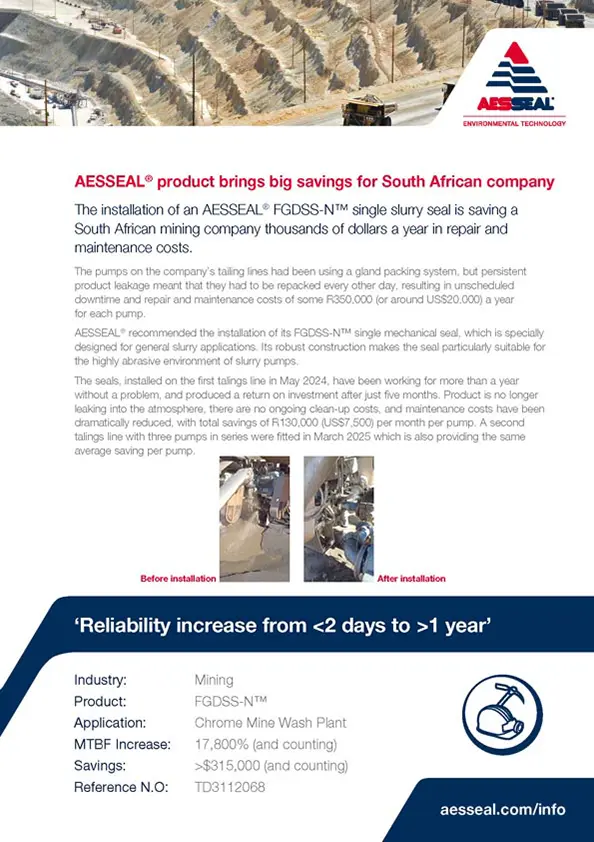
AESSEAL product brings big savings for South African company

Chemical plant saved over €500,000 in the first year
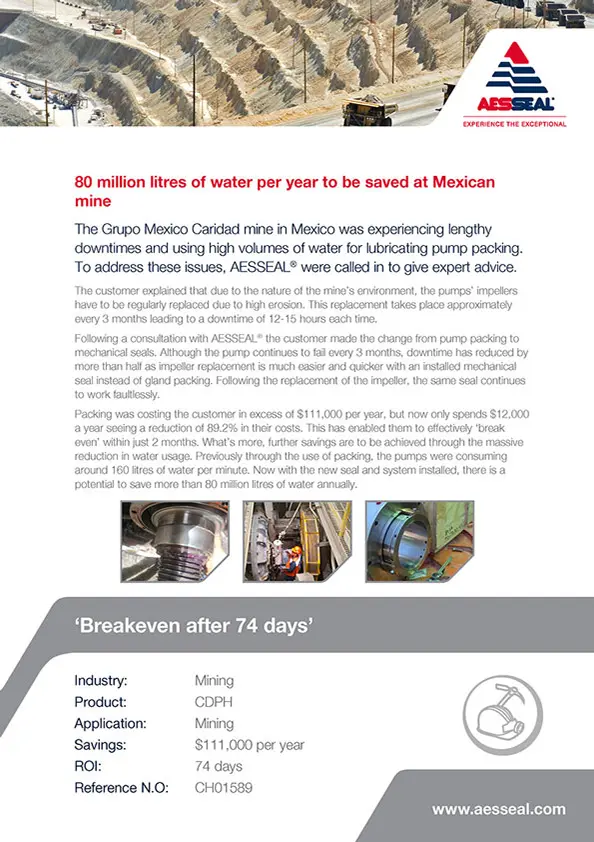
80 million litres of water per year to be saved at Mexican mine

LabTecta FS the answer for gearbox problem
Rapid response impresses Saudi customer

Sourced and supplied a replacement seal in just two weeks for customer’s Oil and Gas operation in Saudi Arabi



