


The installation of an AESSEAL high performance CFFC™ dual seal proved to be the solution for the persistent failure of a seal on a North Sea oil platform.
AESSEAL 380TP solves leakage problem at Yorkshire factory

Persistent leakage from the rope style packing in a bitumen mixer was causing ongoing problems for a manufacturing company in northern England, resulting in product leaking into the work area.
DVS plugs the leaks at UK sugar factory
The installation of DVS Injectable packing has helped to solve the problem of constant leakage and shaft wear caused by the use of standard rope style packing on a Mingler at a sugar company in the English Midlands.
Improved reliability with AESSEAL packing system
A chemical company in south Wales was having persistent problems with its elastomer mixers because of the unreliability of a competitor’s PTFE packing system.
Green light for System Sentry
Engineers at the oil storage and transportation company Exolum say that the AESSEAL monitoring device System Sentry is proving to be an invaluable part of their operation to supply aviation fuel to airports throughout the UK.
DVS Injectable packing solves leakage problem at Scottish plant
A pulp and paper company in southern Scotland was having problems with a side entry agitator shaft, which was running out of concentricity under heavy loads.
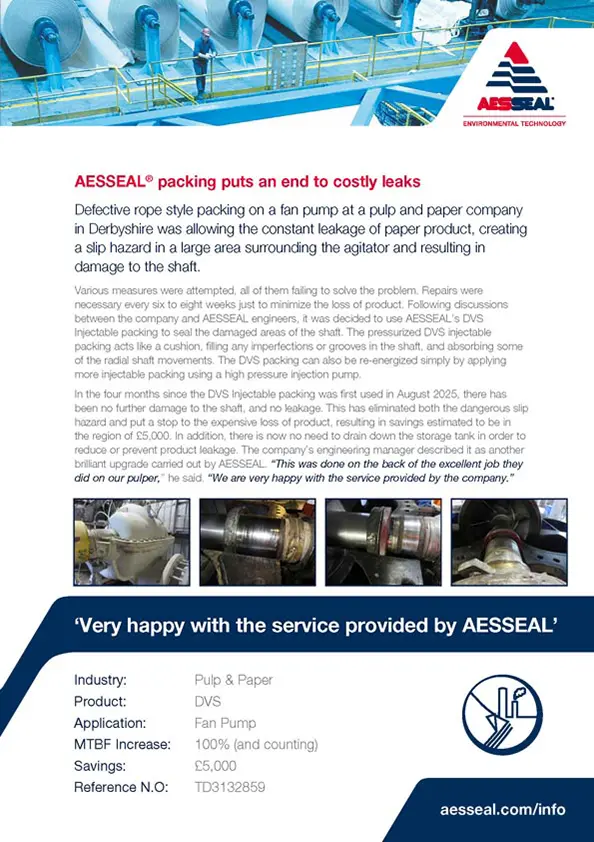
AESSEAL packing puts an end to costly leaks
Defective rope style packing on a fan pump at a pulp and paper company in Derbyshire was allowing the constant leakage of paper product, creating a slip hazard in a large area surrounding the agitator and resulting in damage to the shaft.
AESSEAL cleans up the brown lagoon
A sugar company in the English Midlands has saved more than £40,000 following a decision to upgrade its packing system to the AESSEAL® trapezoidal cross-section packing AESSEAL® 380TP.
Rapid response saves the day for UK company
The rapid repair of a faulty seal saved a UK pharmaceuticals company almost £2 million in lost production.
DVS saves thousands for UK firm
A pulp and paper company has saved almost £20,000 following the installation of an AESSEAL DVS sealing compound system.
Unique utilization of the cooling coil solves pump problems.
The installation of the AESSEAL DMSF double cartridge mechanical seal was the answer to recurring seal failures at a chemical storage facility in the north-east of England.

CAPI-TXS the answer for legacy quench oil pumps
The single seals on three BB2 hot quench oil pumps at a petrochemical plant in the north of England were regularly failing due to poor face lubrication by the product.
FIDC cleans up at salt plant
Outdated and inefficient gland packing on a slurry pump at a UK salt processing facility was using water at the rate of nearly ten litres a minute.

Staying cool in Cardiff
The cooling system in a High Profile office building in the Cardiff Bay area was operating with just a single duty pump and no standby.
AESSEAL upgrade solves bearing failure problem
A Bottom Entry Packed Gland was allowing water to fall on to the bearing assembly of a pulper at a paper company plant in the west of England. This was resulting in the failure of the bottom bearing, which was happening on average every three months.
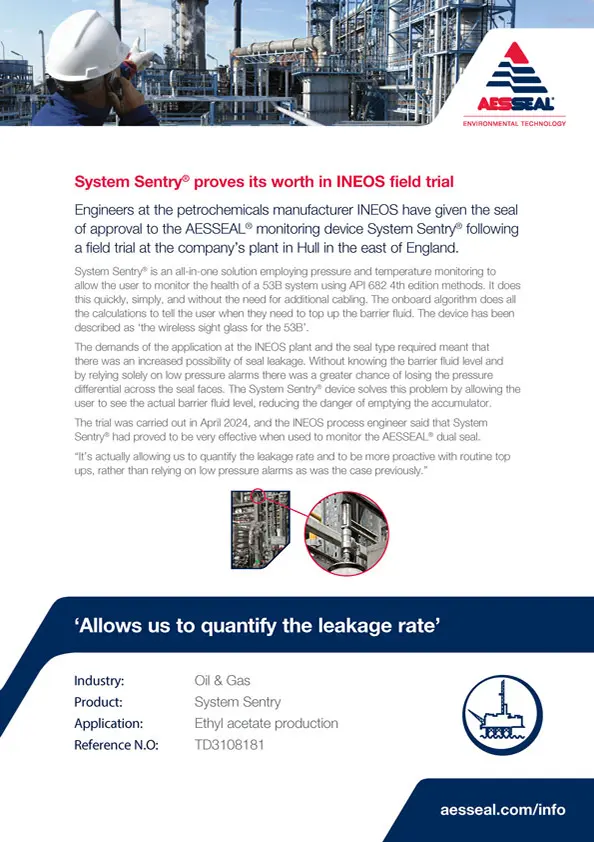
System Sentry proves its worth in INEOS field trial
Engineers at the petrochemicals manufacturer INEOS have given the seal of approval to the AESSEAL® monitoring device System Sentry® following a field trial at the company’s plant in Hull in the east of England.

CAPI dual seal ends slurry pump failures
The repeated failures of a single seal with an unreliable Plan 32 were causing a heavy-duty high head slurry pump at a South Wales steelworks to break down on average every three weeks.
AES-Elast the answer to seal selection problem
Employees at William Grant’s Scottish whisky distillery in Girvan, Ayshire, were having difficulty selecting the correct mechanical seals for specific applications.

AES-Elast™, la respuesta al problema de selección de sellos
Los empleados de la destilería de whisky escocés William Grant, situada en Girvan, Ayshire, tenían dificultades para seleccionar los sellos mecánicos adecuados para aplicaciones específicas.
LabTecta the remedy for lip seal failures
The lip seals in use at a north of England glass manufacturer were wearing out after just a few weeks
Bitumen pump upgrade saves over £23,000 a year
Asphalt producer pump for road surfaces was gland packed and losing over 15 tonnes of bitumen.
Standard of service makes AESSEAL a clear winner
The seal on a pump at a chemical plant in the east of England was burning out on average every two weeks due to dry running, resulting in some four hours of downtime each time it failed.
El nivel de servicio convierte a AESSEAL® en el claro ganador
El sello de una bomba en una planta química del este de Inglaterra se quemaba cada dos semanas de media debido al funcionamiento en seco, lo que provocaba unas cuatro horas de inactividad cada vez que fallaba.
Exceptional service saves thousands in lost revenue
AESSEAL were contacted by a power plant in the UK who were experiencing a major issue with their supply of mechanical seals.

Improved Reliability for difficult application
A power plant in the UK were having frequent failures of the mechanical seal on a water circulating pump.
Sweet solution for sugar producer
The installation of the AESSEAL EasyClean seal support system has led to major savings for a UK sugar company.
Upgrade solves contamination problem
A pulp and paper mill in South Wales was having problems with contamination in its oscillator unit gearbox.
Leakage problem solved with STS & ST
A global energy company was facing significant losses as a result of damage to the steam turbine housing at one of its ethylene plants.

STS steam seal updates UK Ethylene plant
AESSEAL stepped in when a mission critical general purpose steam turbine at a UK Ethylene production facility developed leaks and the original OEM seal housing was no longer available. We updated the 40-year-old turbine with a modern non contacting STS mechanical seal within two weeks.
Huge savings after LabTecta installation
A wastewater plant in Wales was reporting persistent problems with the failure of the seals on its ditch rotor.
Enormes ahorros tras la instalación de LabTecta
Una planta de tratamiento de aguas residuales en Gales informaba de problemas persistentes con el fallo de los protectores de rodamientos de su rotor de zanja.
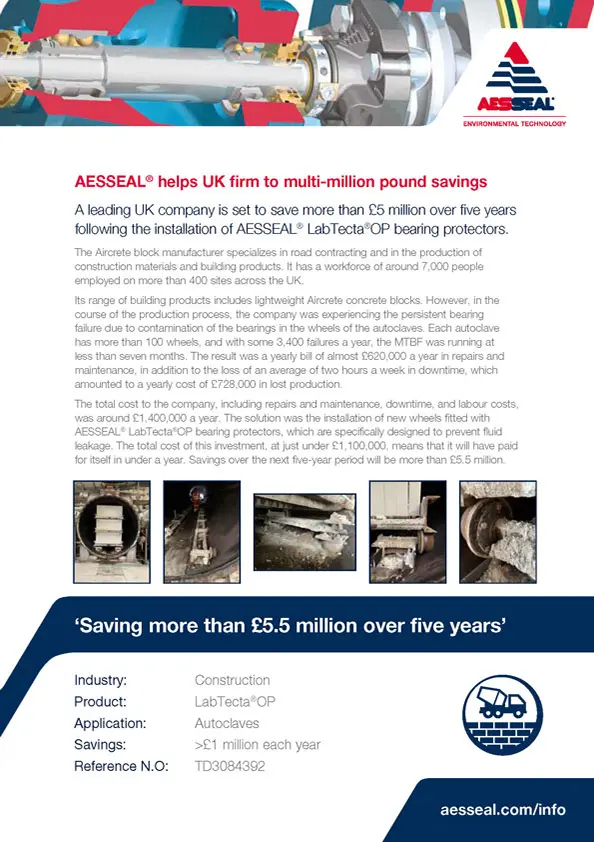
AESSEAL helps UK firm to multi-million pound savings
A leading UK company is set to save more than £5 million over five years following the installation of AESSEAL LabTecta OP bearing protectors.
UK oil refinery close to shutting down following labyrinth seal failure
At an oil refinery a labyrinth seal failed and it was not possible to get a replacement, they called on AESSEAL for help.

Full steam ahead for refinery after change to STS seals
An oil and gas refinery in northern England was experiencing poor reliability of its steam turbine.
LabTecta delivers reliability improvement
A major international chemical company was having problems with the reliability of its pump bearings on one of its UK sites.
FDA compliant elastomer increases reliability
AES-Elast has found success in the Food & Beverage industries not just because of its FDA compliance but also because of its wide chemical compatibility and its hot water and steam performance.
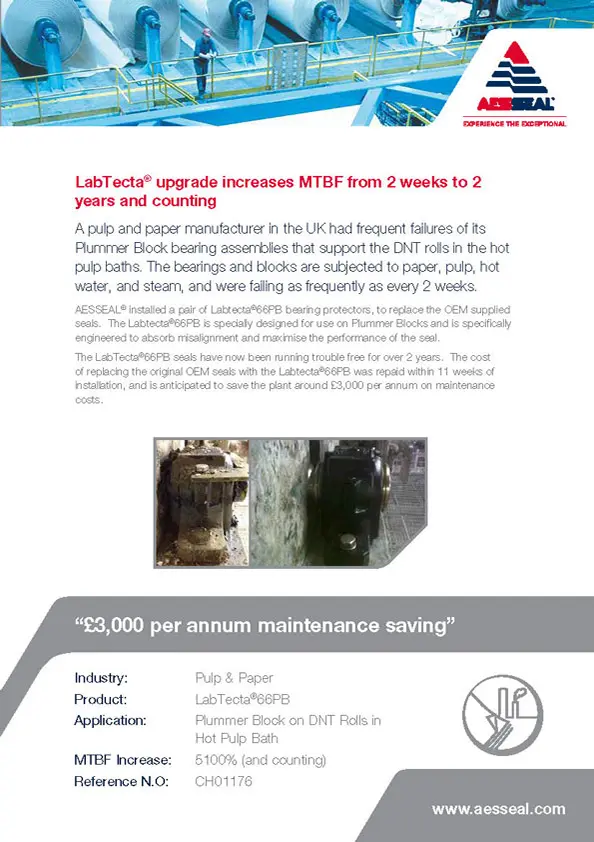
LabTecta upgrade increases MTBF from 2 weeks to 2 years and counting
A pulp and paper manufacturer in the UK had frequent failures of its Plummer Block bearing assemblies.
Increased reliability with AESSEAL bearing protection
A major international chemical company was having problems with the reliability of the pump bearings on one of its UK sites.
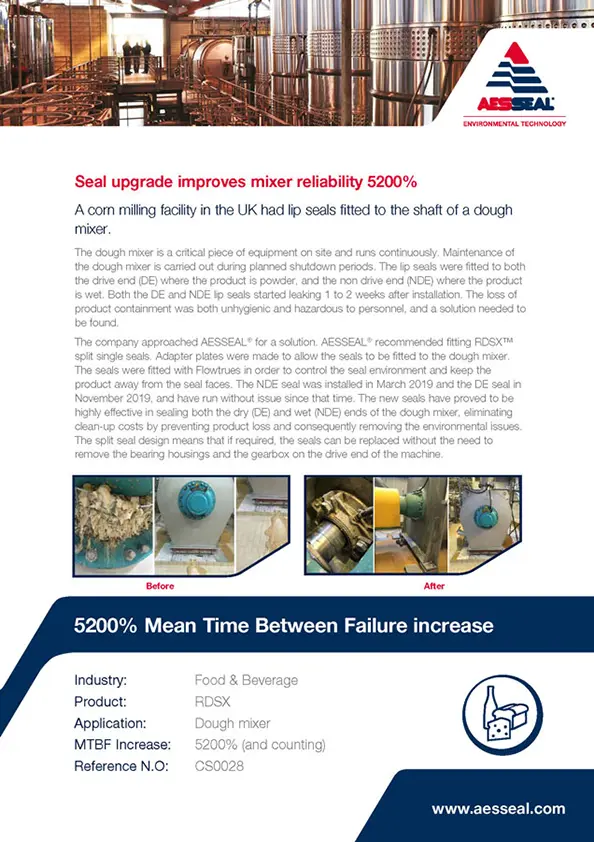
Seal upgrade improves mixer reliability 5200%
A corn milling facility in the UK had lip seals fitted to the shaft of a dough mixer.
Reliability Improved For Waste Energy Company
Enfinium were disappointed with the support provided by their pump OEM
Reliable solution for high pressure, high temperature agitator application
A major chemical company was experiencing reliability issues with a mechanical seal on a top entry agitator vessel.
Specialist paper producer saves almost 6.4 million litres of water per year
The main purpose of refining in the pulp and paper industry is to improve the strength and density of the paper produced.

Navy reduces repair times and improves pump reliability
When a seal failed, divers had to fit blanks to the pump inlets below the waterline before it was possible to carry out a repair.

La Armada reduce los tiempos de reparación y mejora la fiabilidad de las bombas
Cuando fallaba un sello, los buzos tenían que colocar tapones en las entradas de la bomba por debajo de la línea de flotación antes de poder llevar a cabo la reparación.
Mean time between failure doubles
The customer was experiencing problems with the main lubrication oil pump which was performing the critical duty of supplying lubricating oil to the carrier’s main engines.

Trialling different solutions to improve MTBF
Competitor mechanical seals on a high-pressure service water (HPSW) heat pumps were failing frequently, so the naval pump engineers asked AESSEAL to investigate
Improved Safety and Reliability
A major manufacturer in the UK were having reliability issues with the seal on a critical Labour chemical pump used to pump caustic solution.

Mayor seguridad y fiabilidad
Un importante fabricante del Reino Unido tenía problemas de fiabilidad con el sello de una bomba química Labour de uso crítico para bombear soluciones cáusticas.

Chemical Producer Saves Over £1.7 Million in Plant Downtime
A specialty chemical company at its UK processing facility were desperately trying to get spare parts for the mechanical seal on one of its critical reactors.
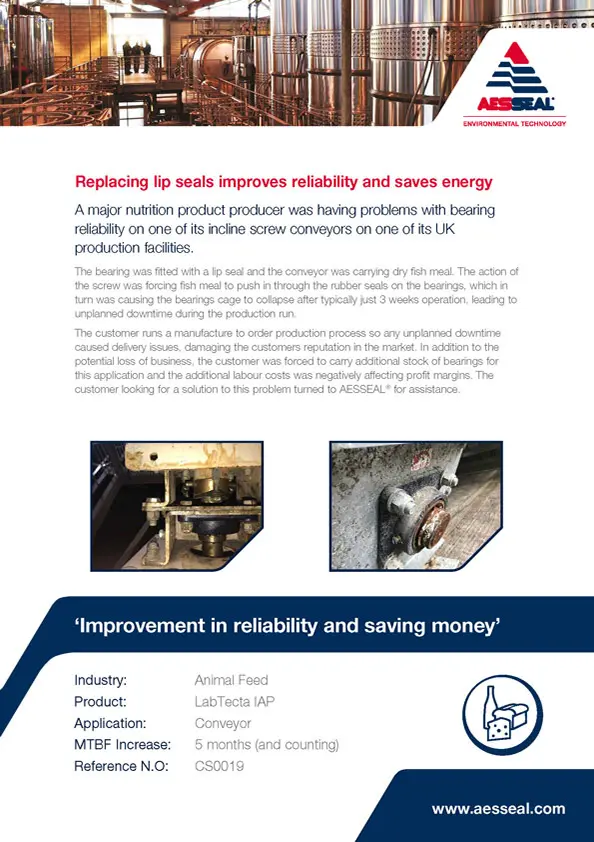
Replacing lip seals improves reliability and saves energy
A major nutrition product producer was having problems with bearing reliability on one of its incline screw conveyors on one of its UK production facilities.

Chemical company saves £9,400 and 17,000m3 of water a year
AESSEAL worked with a major UK Chemical company to improve reliability and reduce the amount of water used by its sealing solution on its nylon production site.
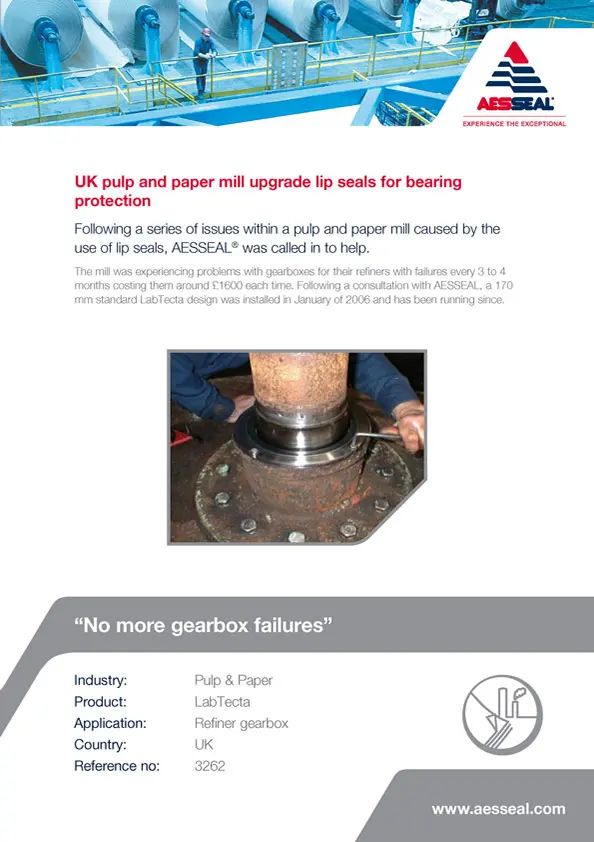
UK pulp and paper mill upgrade lip seals for bearing protection
Following a series of issues within a pulp and paper mill caused by the use of lip seals, AESSEAL® was called in to help.

Improving reliability, increasing efficiency
A leading refinery in the UK was having trouble with seal leakage from existing carbon box technology on their 150#, 600# steam turbines.

A £40,000 repair saving over 10 years
A UK based food processing plant was having major water ingress through the vertical shaft on their cold room gearbox.
£137,830 saving & a 1100% MTBF increase
Increasing MTBF from 6 months to 6 years and saving over £137,000

Successfully sealing cooling tower motors at Dairy Crest
Dairy Crest Severnside has more than doubled machine life expectancy and reduced downtime, after replacing standard oil seals with LabTecta® bearing protection seals.

DMSF upgrade saves over £460,000 a year
One of the largest Bioethanol production plants in Europe was having a failure every 2 months on a group of pumps in the distillation area of the plant, costing over £75,000 per outage.
7 years trouble free bearing protection
A chemical plant was installing a new conveyor system and the onsite engineer had concerns over the OEM sealing options for the plummer block bearings.
Preventing steam ingress into the bearing housing
A UK based Oil Refinery was having repeated failures on a Coppus 24 Steam Turbine.

Dry Gas Seal improves reliability and leads to a major overhaul program
Sealing an Aceto Digester feed pump with a dry running gas seal supplied by an AESSEAL competitor.
Replacing lip seals with LabTecta66 improves gearbox reliability
A pharmaceutical plant in the UK was using standard lip seals on various gearboxes. The lip seals were failing every 3 months approximately, and this failure was resulting in a new shaft being required every 6 months.
£66,000 savings after upgrading gland packing to an RDS split seal
Old solution costed over £13,000 a year in downtime, maintenance and product loss
AESSEAL upgrade solution improves MTBF and reduces costs
increased sand in the borehole water was causing seal failure
Upgrading from packing reduces water usage and operating costs
Packed pumps were using 18 million litres of water a year
Upgraded mixer seal delivers £28,000 in maintenance savings
A leading product manufacturer for the Chemical industry had excessive seal failure from their top entry mixer seal.
Saving water, the environment and our customers money
A chemical manufacturer in the UK was using 2,000 cubic meters of water per year in an API Plan 54 system on a reflux pump, at an annual cost of around £1,700.
Mechanical seals upgrade reduces maintenance and will save £5,450 per annum
Increasing plant reliability to reduces maintenance costs
366% mean time between failure increase and over £5,000 per annum cost saving
A DMSF and water management system stops an autoclave side entry vessel from running dry and failing approximately 7 times a year.
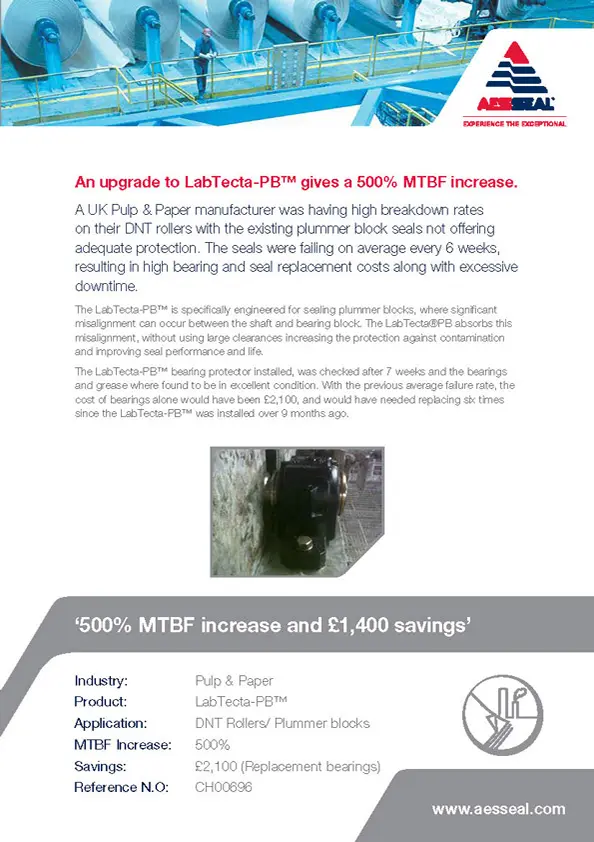
An upgrade to LabTecta-PB gives a 500% MTBF increase
Existing plummer block seals where not offering adequate protection
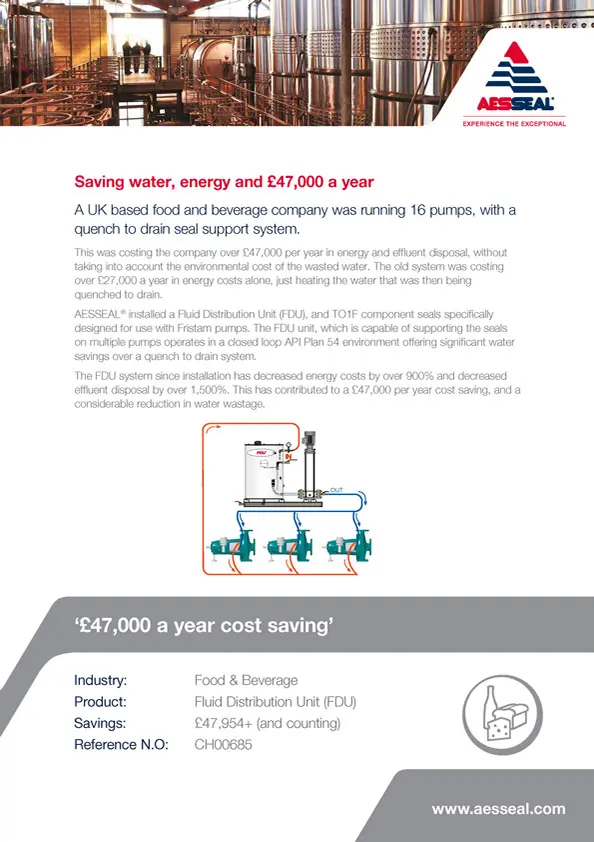
Saving water, energy and money for a food manufacturer
16 pumps, with a quench to drain seal support system.
540% increase in MTBF rates
Upgrading a bottom entry paint mixer to a LabTecta66® reduces maintenance bill by over £6,000 per annum.
Unbeatable lead times on bearing protection
A major global Oil & Gas exploration and production company was being left vulnerable.



